FILLER METAL dalam Proses Pengelasan


Sebagai contoh ,
dibawah ini dikemukakan beberapa jenis
elektroda yang terbuat dari metal
paduan non ferrous :
· Elektroda titanium dan paduannya : ER – Ti –1 ,
ER – Ti – 4.
· Elektroda zirconium dan paduannya : ER – Zr –
1.
· Elektroda aluminium dan paduannya : ER – 1100 ,
ER – 5554.
· Elektroda tembaga dan paduannya : ER – Cu Sn –
A , ER – Cu Zn – C.
Dibawah
ini adalah rincian arti identifikasi tersebut diatas.





Komposisi
final suatu bahan pengisi ( filler ) las ditentukan oleh tiga faktor yakni
:
-
Komposisi
bahan filler
-
Tingkat
pencairan ( dilution ) bahan induk
-
Reaksi kimia
Komposisi metal filler termasuk elemen yang
berasal dari flux dan ingridient lainnya
yang berada dalam coating elektroda atau
didalam flux ditengah tengah kawat las .
Untuk menentukan komposisi kimiawi apabila flux masih ada. Namun jika
telah terdeposisi komposisinya lebih mudah dideteksi , sebagai contoh misalnya
CSA W48.5-M1982 menentukan elektroda
berintikan flux ( flux cored electrode ) berdasarkan
komposisi kimiawi bahan las yang telah terdeposisi. Untuk batang atau kawat pejal untuk las jenis gas
shielded serta SAW , komposisi kimiawi diambil langsung dari bahan filler.
Perlu diketahui bahwa komposisi filler belum tentu sama dengan komposisi bahan
yang telah terdeposisi.

Pengaruh pencairan dapat diprakirakan cukup akurat untuk beberapa elemen dengan cara mengambil sebagian elemen dari bahan induk secara proporsional dan menambahkannya pada elemen yang didapat dari bahan filler kemudian mengasumsikan bercampur secara sempurna. Kondisi ini berlaku hanya untuk elemen yang tidak berreaksi seperti misalnya nikel dan mangan. Gambar diatas membantu kita untuk menentukan komposisi final bahan las setelah proses dilusi. Namun angka yang tepat sulit didapat , yang mungkin hanyalah jumlah persentase berupa cakupan ( range ).

TINGKAT PENCAIRAN
OXYGEN DALAM CAIRAN
BAJA YANG SEIMBANG DENGAN JUMLAH OKSIDA BESI MURNI.
Kegunaan
gas lindung adalah untuk mengusir oxygen dan nitrogen dari kolam las , namun hal ini tidak selalu berhasil dengan
sempurna . Beberapa gradasi gas lindung
secara sengaja diberi kandungan oxygen atau gas aktif yang akan bereaksi dengan
bahan las .
Apabila besi berhubungan langsung dengan gas
oxygen murni , oxygen tersebut terus
larut hingga pada batas pencairan dan
membentuk FeO sebagai terak dipermukaan cairan metal. Pada 1550°C tingkat pencairan 0.2% ( O ) namun pada suhu yang lebih tinggi
tingkat pencairan tersebut meningkat menjadi lebih dari 2% ( lihat diagram
diatas ).
Jika kolam las dilingkupi dengan gas CO2 , gas tersebut
bereaksi dan menghasilkan carbon dan oxygen yang keduanya larut dalam
cairan metal :
CO2 = [
C ]Fe + 2 [
O ] Fe
Dibelakang
kolam las dimana terjadi proses pembekuan , menurunnya suhu menyebabkan oxygen
dan carbon bereaksi dan menghasilkan gas CO :
[ O ]Fe + [
C ]Fe = CO.
CO
berupaya untuk keluar namun terperangkap dan membentuk porositas ( gelembung
gelembung gas ).
Porositas dapat dicegah dengan menurunkan
kandungan oxygen didalam kolam las sebelum terjadi pembekuan. Hal ini
dilaksanakan dengan menambah zat deoxidant seperti silika kekawat las.
Silika
bereaksi dengan oxygen membentuk terak silika
yang mengapung dipermukaan kolam las.
2 [O ]Fe
+ [Si ] Fe =
SiO2
Pengaruh
dari penambahna silika kedalam kolam las adalah :
-
Menurunkan
kandungan oxygen
- Menaikkan
level carbon untuk menghasilkan
carbon monoksida .
-
Menaikkan
level carbon yang seimbang dengan gas
CO2.
- Penggunaan
zat deoxidant akan lebih banyak dalam pengelasan baja yang berkarat dibanding
dengan baja yang baru.
Efektifitas
silika akan bertambah dengan diberi tambahan mangan Proses dioxidasi berlanjut
dengan ditambahkannya titanium ,
zirconium atau aluminium ( tripple deoxidized wire ).
Kemampuan
deoxidasi dari kawat las tergantung pada
kombinasi silika , mangan dan zat deoxidant lainnya.
Dibawah
ini digambarkan sejumlah kawat las
dengan tingkat kandungan zat deoxidant yang jumlahnya menurun sesuai
urutan dari atas kebawah.
ELEKTRODA GMAW DAN TENAGA DEOXIDASINYA


PROSES PENGELASAN S.A.W.
DIMANA KOMPOSISI BAHAN LAS SANGAT DIPENGARUHI OLEH
REAKSI ANTARA KOLAM LAS DAN
CAIRAN FLUX
Flux
digunakan didalam beberapa jenis proses las seperti misalnya SAW dan FCAW .
Fungsi utama dari flux pada SAW adalah membentuk lapisan terak yang melindungi
bahan las yang mencair dari udara. Flux juga berfungsi untuk menstabilkan nyala
busur dan dukungan terhadap kolam las . Tingkat pengerasan terak yang lambat
lebih baik daripada yang mendadak , karena akan mengentalkan cairan las
sehingga mempermudah pembentukan lajurnya. Perbedaan yang mencolok atas laju
pengkerutan antara terak dengan bahan las menyebabkan lapisan terak akan mudah pecah dan terlepas dengan sendirinta
dari bahan las apabila telah mendingin , sehingga karenanya mudah untuk
membersihkannya.
Flux
yang terbuat dari oksida metal , mencair antara 1200 hingga 1400 ° C dan bersifat stabil secara kimiawi.
Bahan
Walaupun
SiO2 memiliki sifat sifat yang baik sebagai bahan flux , namun pada suhu
tinggi oksida tersebut menjadi aktif.
Keberadaan
oxygen didalam metal akan seimbang ( equilibrium ) dengan jumlah SiO2 ,
sehingga

dimana
: K adalah konstanta equilibrium.
[
]
menggambarkan aktivitas komponen.
Jika
silika tercampur dengan komponen lain ,
keaktifan silika menjadi berkurang
tergantung dari kadar campuran tersebut.
Sewaktu
cairan metal membeku oxygen membentuk
gelembung gelembung didalam bahan las dan menebabkan patah daktil ( ductile
fracture ) yang terekspresikan pada
bagian atas kurva transisi Charpy. Jadi
dapat dikatakan bahwa kandungan oxygen akan mempengaruhi sifat keuletan metal .
Flux
dengan kandungan silika tinggi memiliki sifat yang baik, misalnya berkapastitas
arus tinggi , dan bentuk lajur yang baik , namun penggunaannya harus
dibatasi pada kondisi dimana keuletan
tinggi tidak dipersyaratkan .
Index
kebasaan ( basicity index ) sangat erat kaitannya dengan oxygen bahan las , hal
ini dapat diekspresikan dalam rumus dibawah ini :

KONDISI
OPERASI DAN KECEPATAN ELEKTRODA DALAM SMAW. UNTUK LAS FILLET DAN LAS KAMPUH

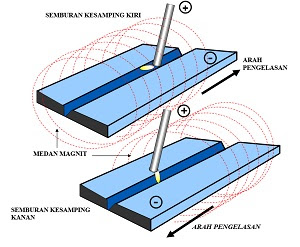
SEMBURAN
BUSUR ( ARC BLOW )
Arus
listrik yang mengalir melalui elektroda , bahan induk dan arde , menghasilkan
medan magnit sekitar “ jejak arus “ (
current path ). Apabila medan magnit disekitar elektroda atau bahan induk tidak seimbang , busur akan menghindar dari konsentrasi

Untuk jenis semburan kedepan ,
pada akhir pengelasan biasanya
Dibawah ini adalah cara untuk mengatasi masalah tersebut
diatas :
· Apabila
masalahnya adalah backward blow , pasang sambungan grounding pada awal
pengelasan.
· Apabila
masalahnya adalah forward blow , tempatkan sambungan gounding pada akhir
pengelasan.
·
Usahakan busur nyala sependek mungkin.
·
Turunkan arus pengelasan
· Mengelas kearah las titik yang besar.
· Pergunakan pengelasan arah mundur
· Pergunakan arus AC/ dan penggantian electroda baru



Komentar
Posting Komentar